标题:Analysis of the effects of different milling strategies on helical milling of unidirectional CFRP under minimum quantity lubrication
入藏号:WOS:001348881800001
中国科学院文献情报中心期刊分区:(2023) 工程技术 [1区] Top 期刊
JCR(Journal Citation Reports)分区及影响因子:[Q1]/ 6.1 (2023)
本校作者:李朝升;刘念聪*;陈磊;陈雾宇;刘晏宗;张妙可
来源出版物:Journal of Manufacturing Processes 卷:132 页:27-37
出版年:2024
第一地址:成都理工大学
关键词:Helical milling;CFRP;Minimum quantity lubrication;Hybrid milling strategy;Processability
代表图:
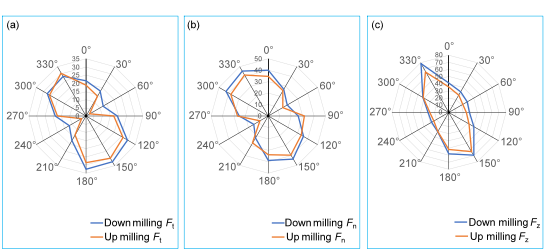
Fig. 3. Cutting force corresponding to fiber cutting angles. (a) tangential force Ft. (b) normal forceFn. (c) axial force Fz.
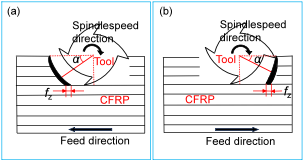
Fig. 5. Chip formation for different milling strategies. (a) down milling. (b) up milling.
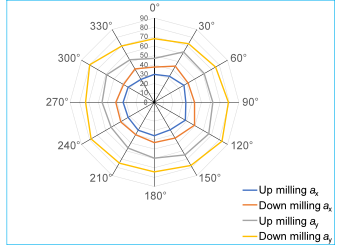
Fig. 6. Cutting vibrations corresponding to various fiber cutting angles.
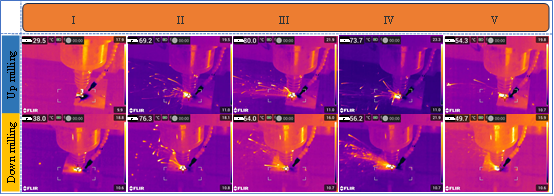
Fig. 8. Infrared thermography of the milling CFRP with different milling strategies.
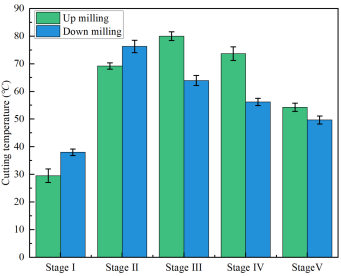
Fig. 9. Temperature of the milling process with different milling strategies.
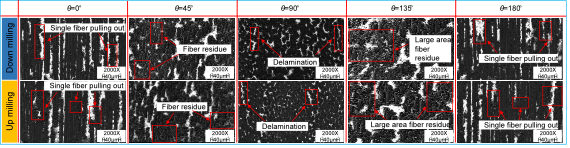
Fig. 12. Surface topography of the hole wall corresponding to different fiber cutting angles.
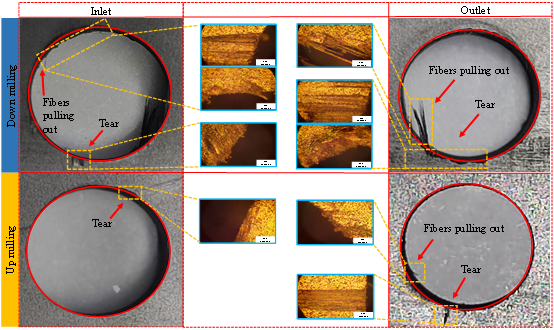
Fig. 16. Comparison of surface quality of the orifices for two milling strategies.
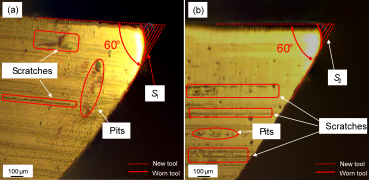
Fig. 18. Tool wear for different milling strategies. (a) down milling. (b) up milling.
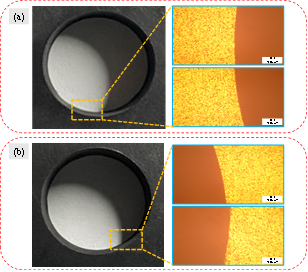
Fig. 19. Surface quality of hybrid milled orifice. (a) inlet. (b) outlet.
摘要:During the helical milling of carbon fiber-reinforced polymer (CFRP), issues such as low surface quality of workpieces and severe tool wear commonly occur. In this study, helical milling experiments were conducted on a unidirectional CFRP under minimum quantity lubrication (MQL) condition. It comparatively analyzed the effects of down/up milling, as well as the fiber cutting angle, on the cutting force, vibration, temperature, tool wear, and surface quality. It then proposed and validated a hybrid (up - down - up) milling strategy. The results indicate that, for both milling strategies, when cutting against the fiber (θ Î [90, 180°]), the cutting force is larger than along the fiber (θ Î [0, 90°]). Cutting force and vibration follow axial force Fz > radial force Fn > tangential force Ft, and axial vibration ay > radial vibration ax. Compared with down milling, the temperature decreased by 22.37% and 9.30% in the early stages (I and II, respectively) and increased by 20.00%, 23.74%, and 8.47% in the middle and later stages (III, IV, and V, respectively) for the up milling. Lower cutting forces, vibrations, and tooltip area led to a significant decrease in surface defects at the orifice. However, more defects, including fiber residues and fibers pulling out, were evident on the hole wall surface during up milling. Severe pitting and scratching were observed on the rear surface of the tool, which were absent in down milling. Compared with down/up milling, the proposed hybrid milling strategy effectively enhanced the surface quality and tool life. These findings can contribute to improvements in the helical milling process of CFRP and optimize overall machining performance.
文章链接地址:https://www.sciencedirect.com/science/article/pii/S1526612524011095



