编号:CDUT-2024-12
标题:Evaluation of new nano-cutting fluids for the processing of carbon fiber-reinforced composite materials
入藏号:WOS:001164458700001
中国科学院文献情报中心期刊分区:环境科学与生态学1区/TOP(2023)
本校作者:陈虹铭;刘念聪*;陆虎;李星锋;郑远洋
来源出版物:Journal of Cleaner Production卷:437 文章号: 140771
出版年:2024
第一地址:成都理工大学
关键词:Micro lubrication; CFRP; Nano-cutting fluid; MoS2/SiC; Cutting parameters
代表图:
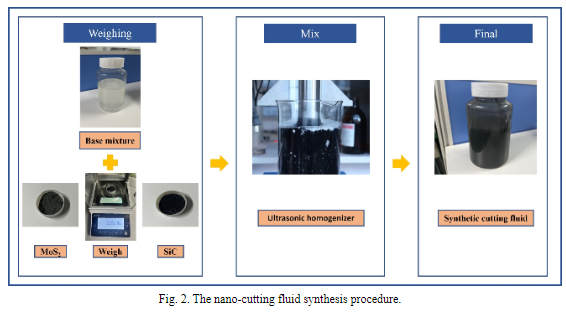
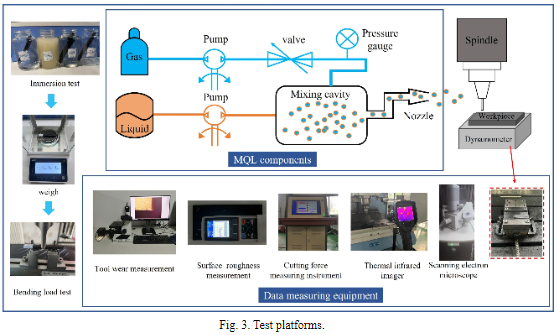
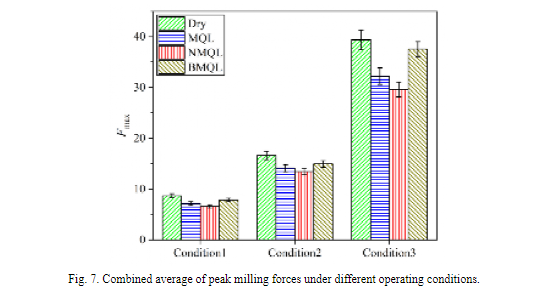
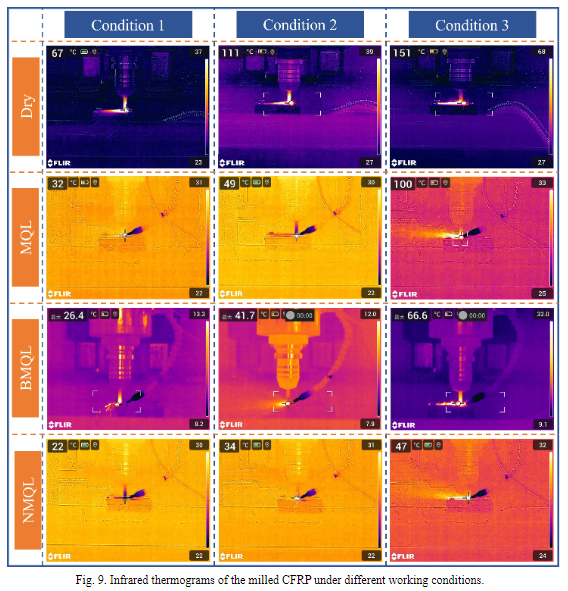
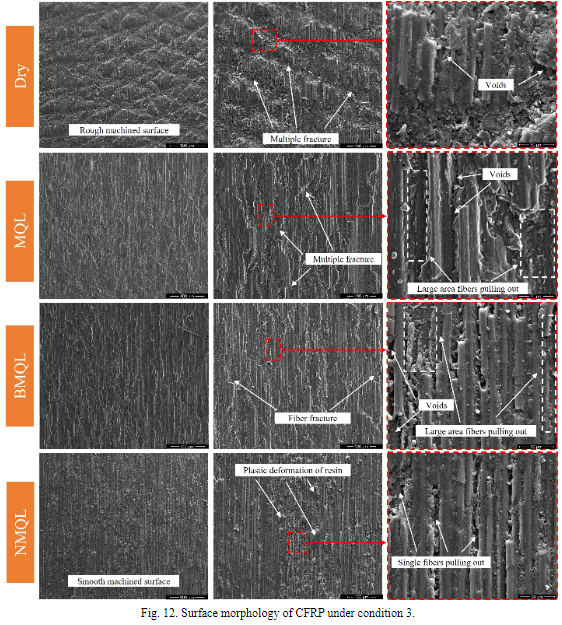
摘要:Carbon fiber-reinforced composites(CFRP), known for its impressive specific strength and modulus, finds extensive applications in defense, aerospace, automotive, and various other industries. Nevertheless, the widespread application of dry cutting in machining Carbon Fiber Reinforced Polymer (CFRP) presents significant challenges, including dust pollution, fiber layer delamination, and uneven surface quality. These issues make the machining of CFRP a formidable task. In the present investigation, a novel nanohybrid cutting fluid was successfully prepared by adding molybdenum disulfide (MoS2)/silicon carbide (SiC) nanoparticles to a base-cutting fluid synthesize from ethanol, polyethylene glycol, and sodium dodecyl sulfate. Moreover, employing minimal lubrication techniques, the nano-cutting fluid was applied to the milling process of CFRP. The feasibility of applying the cutting fluid to CFRP machining was demonstrated through short beam shear tests. Horizontal comparative milling tests were executed on CFRP, varying operational parameters and cooling-lubrication scenarios. The cooling-lubrication mechanisms of the nanofluid were analyzed, providing further validation of the effectiveness of the cutting fluid in CFRP machining. The results suggest that the nanofluid has a negligible impact on the interlaminar shear strength of CFRP, with only a 3.85% reduction. In comparison to other cooling-lubrication conditions, milling CFRP with the novel nanofluid resulted in a reduction of milling forces by 4.78%-24.84%, a decrease in milling temperatures by 15.38%-69.37%, a lowering of surface roughness by 10.78%-35.93%, and a reduction in tool tip wear by 6.25%-53.81%. Observable phenomena such as fiber pull-out and fracture were significantly reduced.
文章链接地址:https://www.sciencedirect.com/science/article/pii/S095965262400218X



